国産Bluetooth® LEモジュールの製造プロセスとは?
大手デバイスメーカーで培われたモノづくり力

ムセンコネクトのBluetooth® LEモジュールは、大手デバイスメーカーで培った技術をベースに、国内実装メーカー「株式会社宮古マランツ 」のモノづくり力を結集して製造しています。信頼できる設備と一貫した生産体制により、高品質なBluetooth® LEモジュール製造を実現しています。
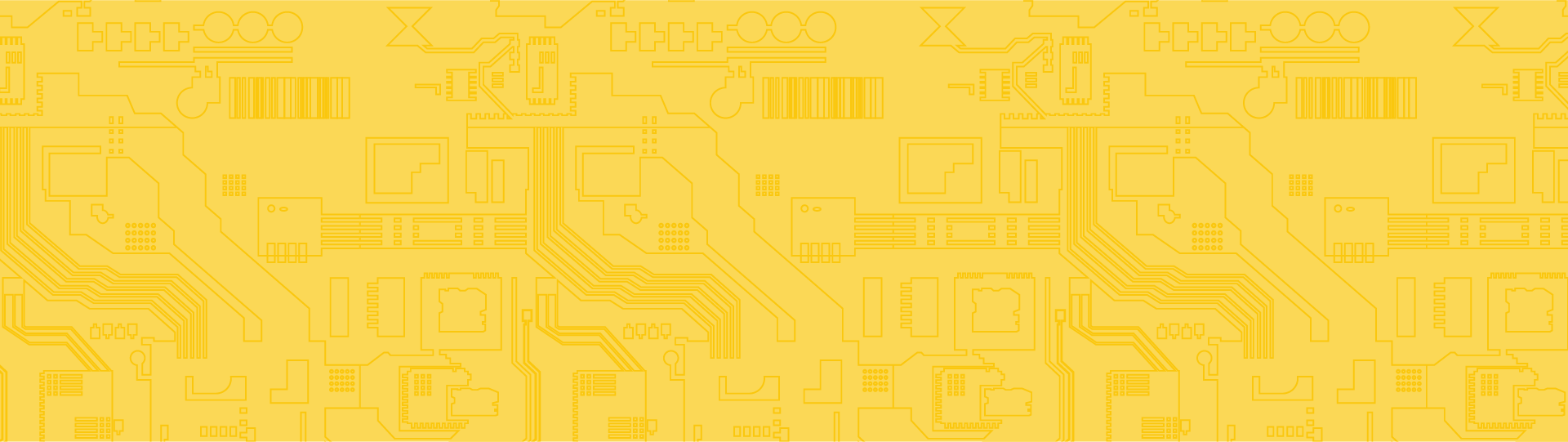
この工程では、Bluetooth® LEモジュールの基板に対して均一なはんだ量を印刷しています。
はんだの供給量が多すぎるとブリッジが発生し、結果としてショートの不良原因につながります。逆にはんだの供給量が少なすぎると未はんだとなり、充分な特性が発揮できません。つまり、製造プロセスの中でも、Bluetooth® LEモジュールの品質を左右する非常に重要なプロセスです。
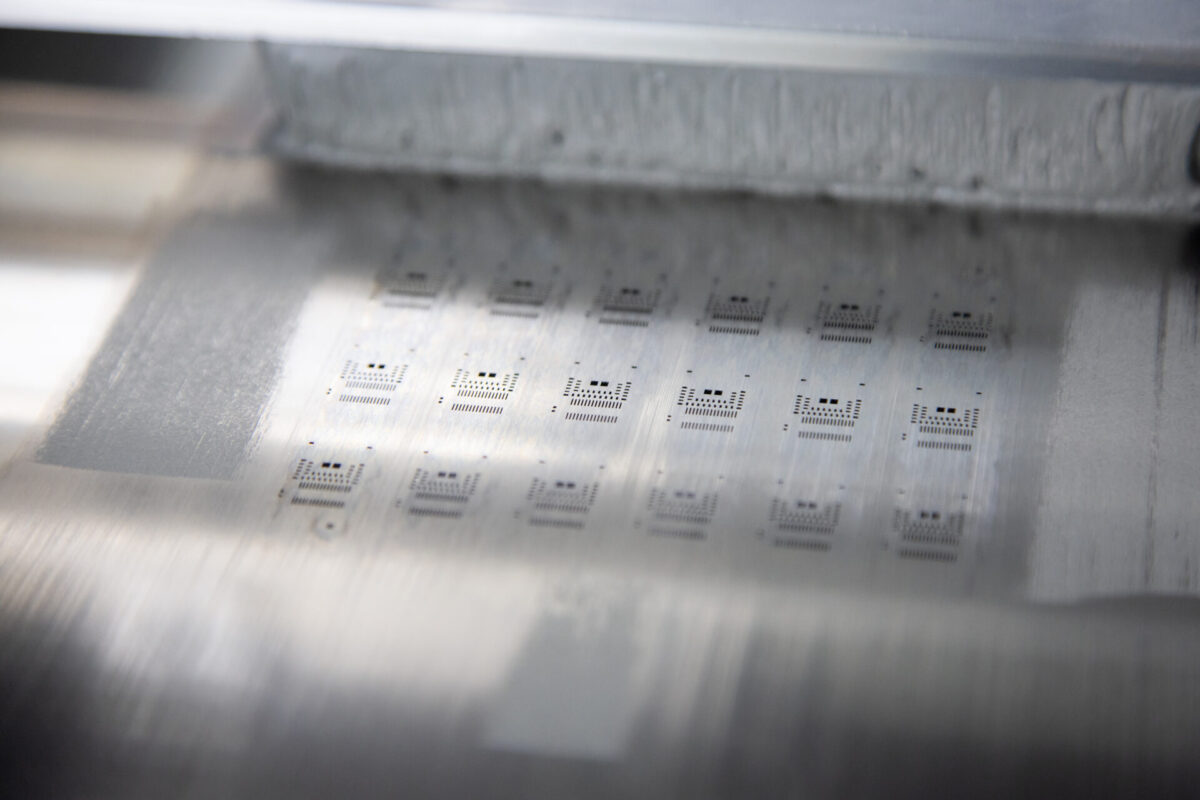
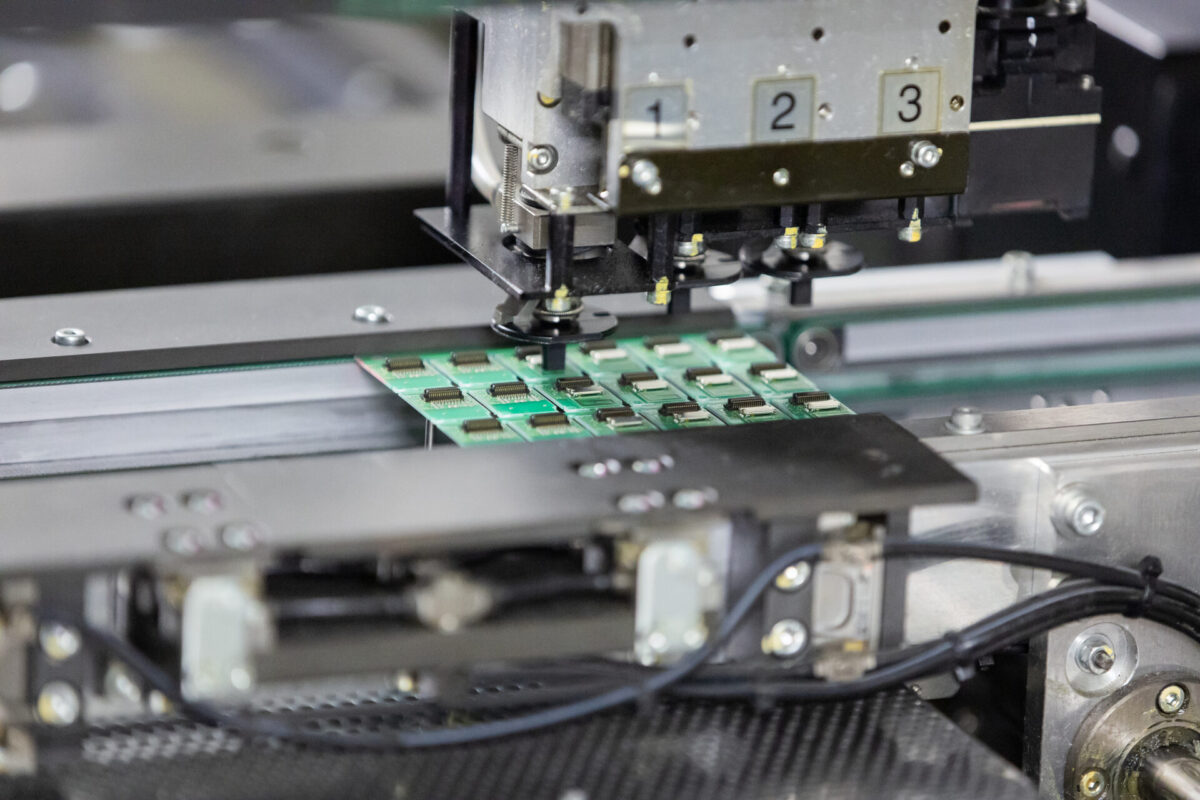
マウンター実装では、Bluetooth® LEモジュールに搭載される部品の誤実装が無い様、信頼性の確保が求められます。
1秒間に数十個の部品を高速かつ正確に実装することが出来ます。現在のもの作りにおいて、マウンターは欠かせない装置です。

N2(窒素)雰囲気の下、約140~240℃位の熱勾配をかけることで、基板の酸化を防ぎ、均一なはんだ付けを実現しています。この工程ではんだの付けが悪いと不良原因になるため、加熱ムラを抑え、接続信頼性の高いはんだ付けを行っています。
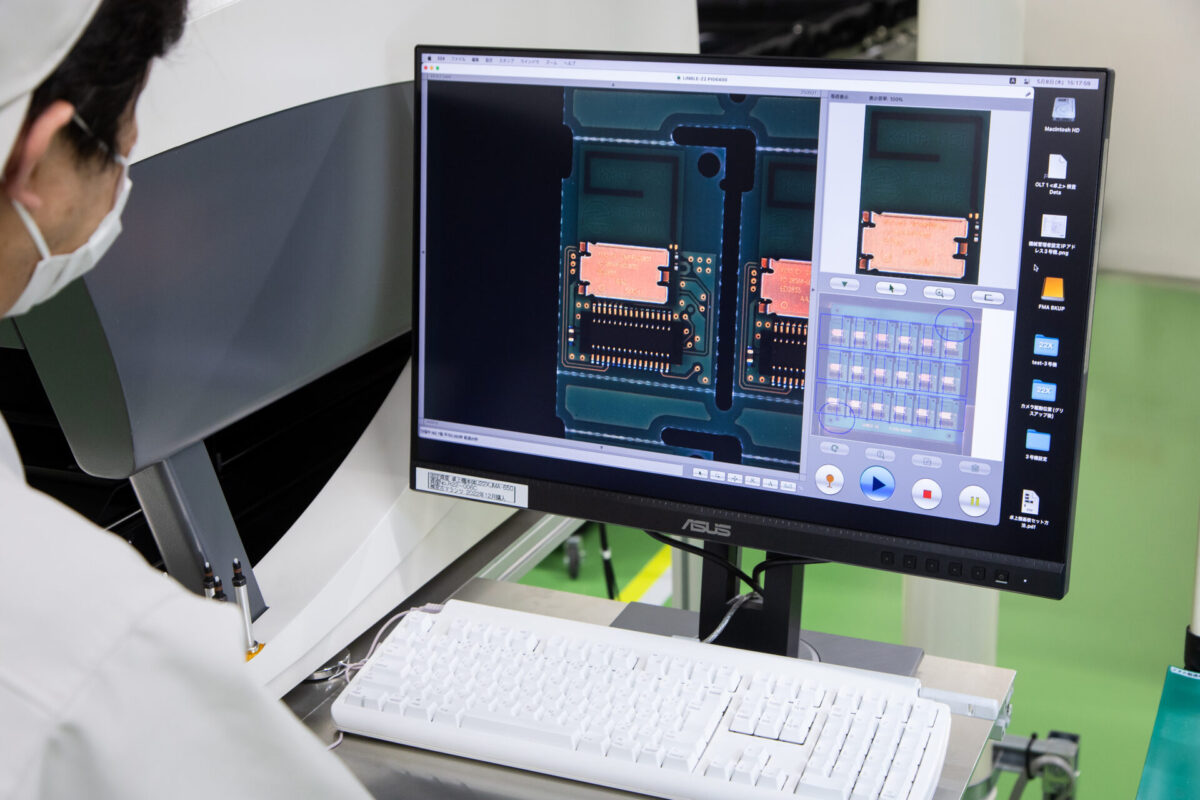
外観検査①(検査機)
画像検査機を用いて、Bluetooth® LEモジュールの基板上に部品が正常に実装されているか検査をしています。
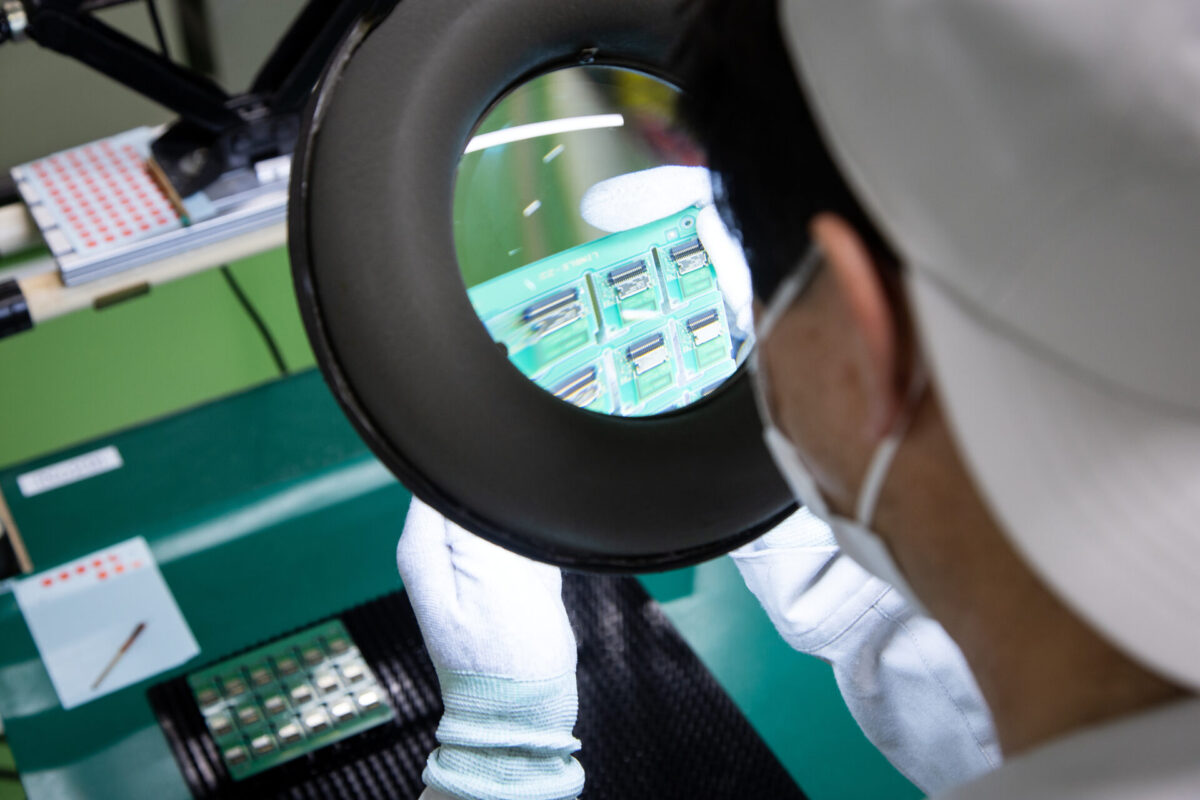
外観検査②(検査員)
検査機による外観検査に続いて、検査員による目視検査を行います。はんだ付け部分を中心に、顕微鏡を使ってBluetooth® LEモジュール一つひとつを検査します。
外観検査③(検査機)
X線検査機を用いて、はんだショート、はんだオープンがないか検査をしています。


専用の治具を使用して、BLEモジュールの基板を分割します。
いよいよ最後の工程では、Bluetooth® LEモジュールに魂を入れるかの如く、専用の書き込みツールでファームウェアを一つひとつ丁寧に書き込んでいきます。全てのモジュールに正しく書き込みできているか確認するため、この工程では下記の動作チェックも行います。
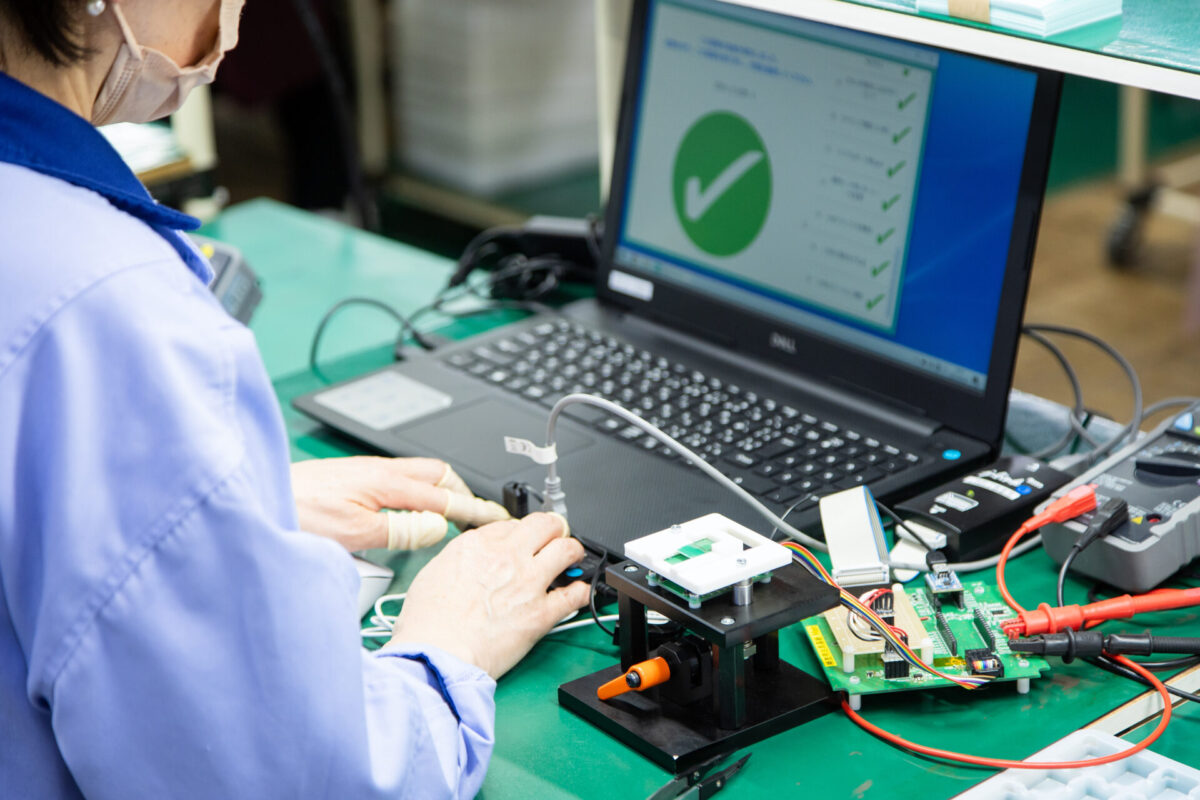
- ファームウェア書き込み
- 治具チェック
- UARTアクセスチェック
- ファームバージョンチェック
- 電流チェック
- GPIOチェック
- 起動モードチェック
- 通信チェック
- 工場出荷設定書き込み

ファームウェアが書き込まれ、動作チェックを終えたBluetooth® LEモジュールには、一つひとつ手作業でラベルが貼られます。
ラベル貼付完了後に最終検査を行い、初期不良がないことを確認の上、お客様の元へお届けしています。
信頼性試験項目
設計段階でも高い品質を目指すため、信頼性試験を実施し、品質確認を行っております。また、前述の通り、製造時には製品全数を対象に「基本性能に対する動作確認」を実施しております。
| 信頼性試験項目 | 条件 |
|---|---|
| 低温保存試験 | -25℃の恒温槽にて48時間保存後、常温で1時間放置し、その後正常に動作すること。※結露無きこと。 |
| 高温保存試験 | 75℃の恒温槽にて48時間保存後、常温で1時間放置し、その後正常に動作すること。※結露無きこと。 |
| 高温高湿保存試験 | 75℃、湿度85%の恒温槽にて48時間保存後、常温で1時間放置し、その後正常に動作すること。 |
| 低温動作試験 | -25℃の恒温槽にて2時間動作後、常温で1時間放置し、その後正常に動作すること。 |
| 高温動作試験 | 75℃の恒温槽にて2時間動作後、常温で1時間放置し、その後正常に動作すること。 |
| 高温高湿動作試験 | 75℃、湿度80%の恒温槽にて2時間動作後、常温で1時間放置し、その後正常に動作すること。 |